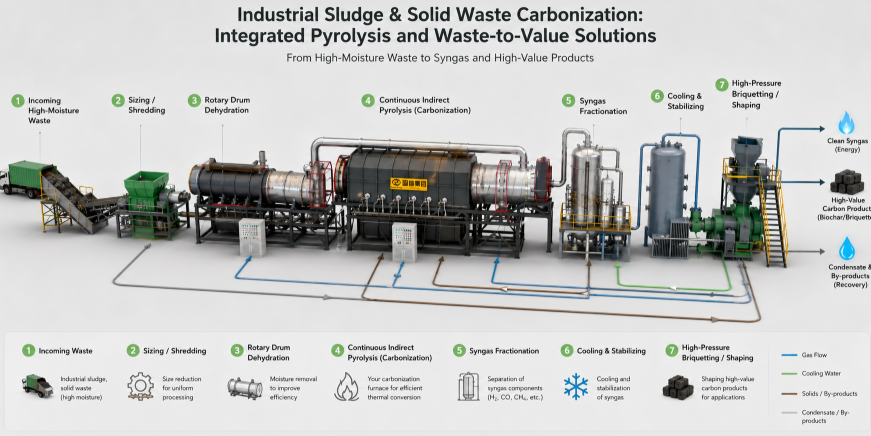
The industrial production of high-fixed-carbon biochar requires precise thermal management and airtight process control. Previous generations of carbonization equipment often struggled with thermal loss, high fuel consumption, and frequent maintenance due to material clogging. The newly upgraded Continuous Rotary Drum Carbonization Furnace addresses these engineering bottlenecks through advanced sealing technology, secondary combustion loops, and automated control systems.
During recent factory test runs using shredded biomass—including wood sawdust, chips, and coconut shells—the system demonstrated superior carbonization depth and significant reductions in operational overhead.

To maintain a high-purity carbonization environment, the furnace inlet utilizes a specialized Stone Graphite Packing Seal. This mechanical structure maximizes the isolation of external oxygen from the furnace chamber. By maintaining a strictly low-oxygen (anaerobic) state, the system prevents material burn-off, ensuring a higher yield and uniform, deep-color charcoal output.
One of the primary inefficiencies in biomass pyrolysis is the loss of volatile gases. Our upgraded system captures the syngas and wood tar volatiles produced during the heating phase.
Volatile Utilization: Substances like wood tar are redirected into the high-temperature combustion chamber.
Energy Recovery: The purified syngas is recycled to fuel the burners, drastically reducing the need for external LPG or Diesel once the carbonization threshold is reached. This “closed-loop” thermal logic improves resource efficiency while minimizing industrial emissions.
Manual monitoring is replaced by a centralized PLC Automation System. This provides real-time tracking of:
Internal Temperature Zones: Preventing “cold spots” or over-calcination.
Moisture Fluctuations: Adjusting residence time based on feedstock humidity.
Operational Torque: Monitoring the rotary drum to prevent material bridging or clogging, which significantly reduces maintenance downtime.

Wood chips before carbonization
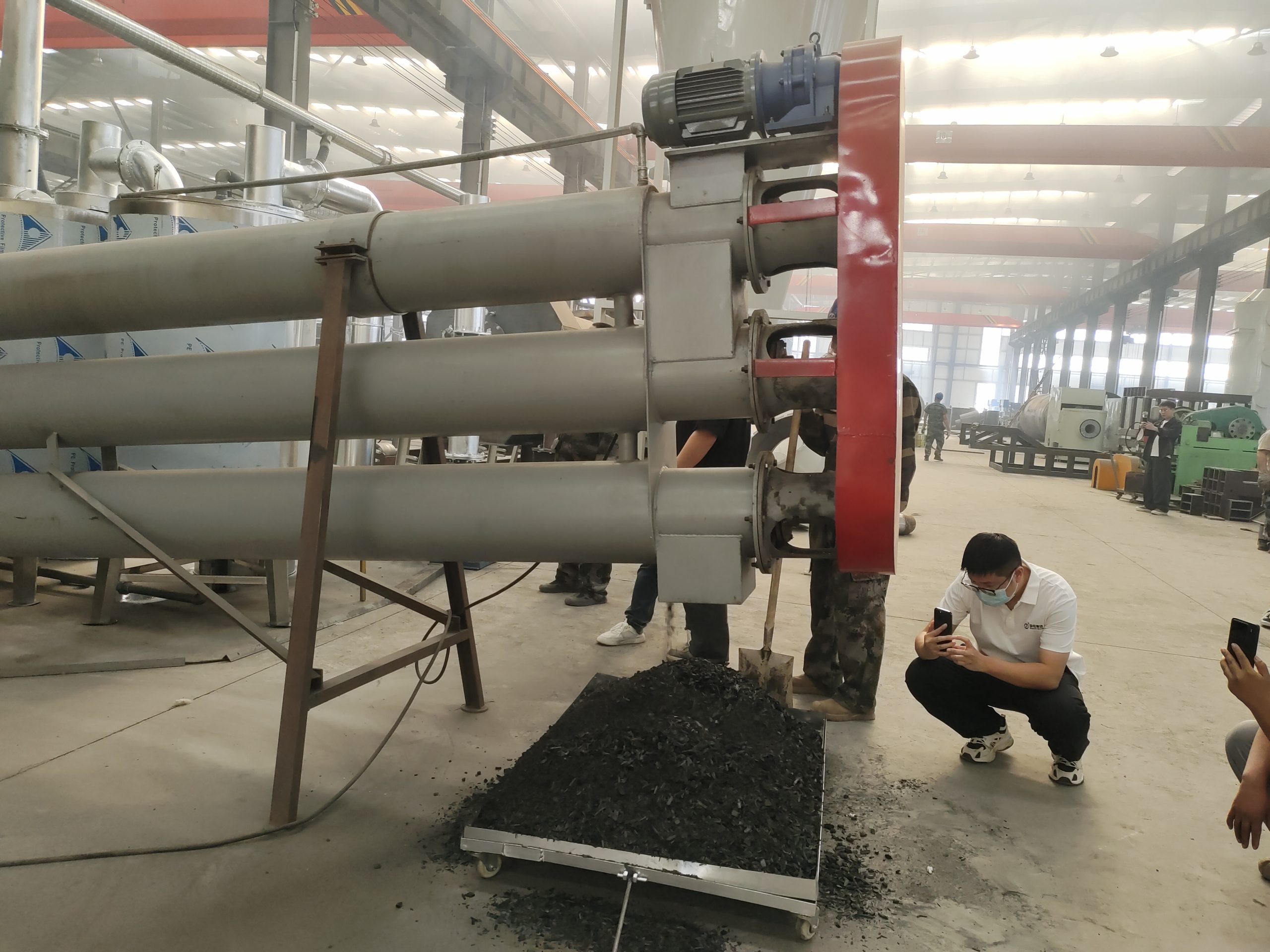
After the wood chips have been carbonized

| Parameter | Performance Observation |
| Feedstock Types | Shredded wood chips, sawdust, coconut shells, and agricultural waste. |
| Carbonization Consistency | Deep black, uniform texture, thorough core-to-surface pyrolysis. |
| Water Consumption | Optimized closed-loop cooling, reducing industrial water waste. |
| Emission Profile | Reduced particulate and volatile organic compound (VOC) discharge via secondary combustion. |
For industrial facilities, the carbonization furnace is the central unit in a larger Biomass Recovery Line. To maximize ROI, we recommend integrating the following upstream and downstream modules:
Upstream: Use a Rotary Drum Dryer to ensure feedstock moisture is stabilized below 15% before entering the furnace.
Downstream: High-quality charcoal powder can be transitioned directly to our Mechanical Charcoal Punching Machines or Ball Press Lines for high-density retail briquette production.
Q1: How does the new sealing structure impact the service life of the furnace?
A: The stone graphite packing seal is designed for high-temperature resistance and low friction. Unlike traditional rubber seals, it does not degrade under intense thermal cycles, reducing the frequency of seal replacements and preventing oxygen leaks that cause internal combustion and drum warping.
Q2: Can the system handle “wet” biomass directly?
A: While the furnace can process material, moisture above 20% significantly increases energy consumption and lowers the quality of syngas recovery. For optimal thermal balance and “self-sustaining” operation, pre-drying the material is the industry-standard recommendation.
Q3: What maintenance is required for the gas recycling system?
A: The upgraded secondary combustion chamber is designed to burn off tars and volatiles at high temperatures, which prevents the “tar-clogging” issues common in older systems. Periodic inspection of the gas scrubbing filters is all that is typically required to maintain flow integrity.
Q4: Is the PLC system compatible with remote monitoring?
A: Yes. The PLC interface supports real-time data output, allowing plant managers to monitor temperature, drum speed, and feed rates from a centralized control room, ensuring operational safety and consistent biochar quality.
Request a Technical Audit: Compare Energy Savings Against Your Current Carbonization Method
Consult with an Engineer: Customize Your Sealing and Gas Recovery Configuration for Specific Feedstocks.