

Wastewater treatment plants (WWTPs) and industrial manufacturers face severe regulatory pressures regarding biosolids management.
Traditional disposal methods—such as direct landfilling, land application, and conventional mass incineration—are increasingly restricted or banned under stringent environmental protocols. Guoxin Machinery provides automated, continuous Industrial Sludge Carbonization Plants that offer a definitive, future-proof alternative.
By utilizing advanced low-temperature pyrolysis, our systems convert hazardous, high-moisture dewatered sludge into a stable, sterile, and carbon-rich bio-clay/char, achieving maximum volume reduction and complete pathogen destruction.
The primary objective of sludge carbonization is the radical reduction of mass and the chemical immobilization of contaminants, transforming a costly waste liability into a manageable, inert mineral byproduct.
| Parameter | Dewatered Sludge Input (Filter Press Output) | Carbonized Sludge Char (Finished Output) |
| Moisture Content | 60% – 80% | < 5% |
| Total Mass Volume | 100% Base Volume | < 20% (Over 80% Net Reduction) |
| Pathogens / E. coli | Present (High Biological Risk) | 100% Destroyed (Thermal Sterilization) |
| Heavy Metals Status | Mobile / Prone to Leaching | Immobilized (Fixed within the carbon matrix) |
| Organic Volatiles | High (Prone to Odor & Fermentation) | Completely Volatilized / Cracked |
Processing industrial and municipal sludge requires a robust, two-stage thermal sequence to manage high moisture levels efficiently without excessive external fuel inputs.
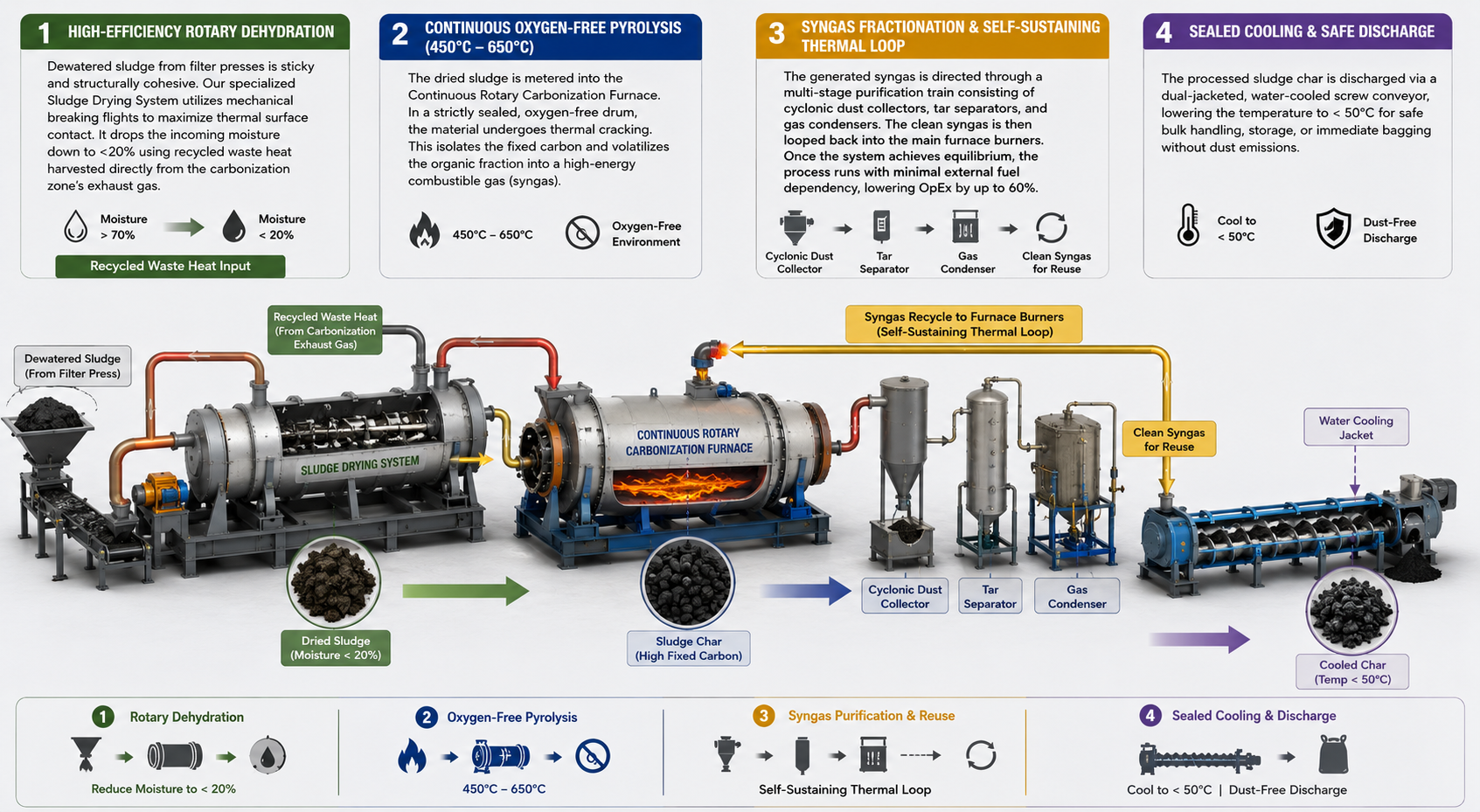
Dewatered sludge from filter presses is sticky and structurally cohesive. Our specialized Sludge Drying System utilizes mechanical breaking flights to maximize thermal surface contact. It drops the incoming moisture down to <20% using recycled waste heat harvested directly from the carbonization zone’s exhaust gas.
The dried sludge is metered into the Continuous Rotary Carbonization Furnace. In a strictly sealed, oxygen-free drum, the material undergoes thermal cracking. This isolates the fixed carbon and volatilizes the organic fraction into a high-energy combustible gas (syngas).
The generated syngas is directed through a multi-stage purification train consisting of cyclonic dust collectors, tar separators, and gas condensors. The clean syngas is then looped back into the main furnace burners. Once the system achieves equilibrium, the process runs with minimal external fuel dependency, lowering OpEx by up to 60%.
The processed sludge char is discharged via a dual-jacketed, water-cooled screw conveyor, lowering the temperature to < 50°C for safe bulk handling, storage, or immediate bagging without dust emissions.
| Parameter | Industrial Grade Specification |
| Processing Capacity | 5.0 TPD to 100.0 TPD (Tons Per Day, continuous feed) |
| Feedstock Suitability | Municipal sewage sludge, industrial paper-mill sludge, textile dye sludge, oily chemical sludge |
| Drive System | Heavy-duty variable frequency drive (VFD) with girth gear alignment |
| Core Metallurgy | Carbonization drum forged from high-tensile boiler plate ($Q245R$/$Q345R$) |
| Flue Gas Cleanliness | Integrated SNCR de-NOx, lime-scrubbing towers, and carbon injection systems |
Q1: How does carbonization handle heavy metals concentrated in industrial sludge?
A: Unlike incineration, which can volatilize certain metals into flue gas, low-temperature pyrolysis (450℃-650℃) converts mobile heavy metal ions into stable, insoluble oxides or silicates that are tightly locked inside the carbon framework. The resulting char consistently passes standard regulatory leaching tests, including the Toxicity Characteristic Leaching Procedure (TCLP).
Q2: What is the minimum moisture requirement for input sludge?
A: The continuous carbonization plant can handle sludge directly from standard mechanical dewatering systems (such as belt presses, screw presses, or centrifuges) yielding 60% – 80% moisture. Our integrated pre-drying stage bridges the gap before the material enters the pyrolyzer.
Q3: Does the system generate secondary pollution or hazardous dioxins?
A: No. Dioxin formation typically occurs when volatile organic compounds cool slowly in the presence of chlorine between 250°C and 400°C. Our system avoids this by burning the syngas at high temperatures (> 850°C) followed by a rapid-quench cooling stage, entirely suppressing dioxin synthesis.
Q4: Can municipal sludge char be used as an agricultural fertilizer?
A: For pure municipal sludge with low heavy-metal baselines, the char retains phosphorus (P) and potassium (K), making it a valuable soil conditioner. However, its primary commercial application remains centered on industrial utilization (e.g., fuel blending, concrete aggregates) due to its high chemical stability.
Inquire for a Custom Sludge Carbonization Feasibility Study,Consult an Environmental Engineer: Evaluate Your Sludge Mass Balance